
一:前言:
由于高速线材生产线用大量高压水冷却,冷却水不可避免的进入精轧机润滑系统。油液中含水分(游离水、乳化水、溶解水)会带来如下不利影响:破坏油膜的形成,使润滑效果变差,轴承腐蚀,影响传动设备正常寿命;促使油品氧化变质,加速有机酸对金属的腐蚀:使添加剂发生水解而失效;在低温时使油品流动性变差;高温时气化,产生气阻,影响循环;导致油品粘度升高;此外由于油中含水量超标,还会导致油箱内含大量气泡,而出现浮动吸油口吸空等故障现象。
二:目前的现状
目前采取的措施主要是如何减少进水并把已经进入润滑油中的水有效地滤除。一般常用的双润滑油箱配备,一个油箱接入润滑,另一油箱的润滑油就有了足够的停歇时间这样能恢复润滑油中的抗磨、耐热、抗氧化、抗泡防锈等添加剂的稳定性,为沉降分离润滑油中的水分及杂质,提供充分必要的静置时间及外循环过滤分离的条件,关于油水的分离,从现场使用情况看,水的游离状态或轻度乳化时,油水分离机除水效果较好当油乳化程度严重时,分离效果不理想,此时采用加热真空式油水分离设备,将是更有效的除水办法。因此,不仅要尽可能防止水进入润滑系统中,还要设法防止已进入的水与油形成乳化液。这就要求在发现冷却水进入时,及时采取措施,减少浮化液形成的可能性。
测定润滑油中含水率目前则仍是采用离线分析测定方式-蒸馏法取样化验(GB/T260)润滑油的含水率。离线方式由于需要先取样再分析,不仅费力费时,成本高,而且测定结果的返回具有时间滞后性,在许多应用领域已逐渐被在线监测技术所替代。在线准确测定润滑油含水量,监测滑油中水分含量的变化趋势,防止因冷却器泄漏、密封垫漏水等会造成润滑油中水分含量短时间内显著增加这类情况引起设备重大事故的发生对指导生产具有重大的现实意义。
三:精轧机润滑油失效机理分析
精轧机一般使用的是油膜轴承油,常用的牌号有T100#,壳牌T22O#等。宝钢工业监测中心通过从线材高速轧机润滑系统大量进水后润滑油性能产生的变化、润滑油引起轴承失效原因的分析得出以下结论
1) 弹性流体动力润滑理论(EHD),通过对轴承润滑所需最小油膜厚度的分析讨论,可以发现对于线材高速轧机使用的油膜轴承油,进水后润滑油的密度被水稀释使得润滑油动力粘度η0减小,使最小油膜厚度变小。
2) 据润滑油不同含水量时其四球磨斑实验的结果可以发现,对于线材高速轧机使用的油膜轴承油当含水量超过0.5%时将使轴承产生失效的机率大增,如果含水量超过1%时极有可能在短期内即产生滚动轴承失效。
3) 滑油大量进水后引起轴承失效的形式有表面疲劳点蚀与锈蚀,其中点蚀是由于润滑油膜厚度形成与润滑油极压性能下降引起的,而锈蚀是由于润滑油中的游离水引起的,在这种状态下如果机械设备有一段时间的待机停转将会使锈蚀情况更加严重。
四:传感器的选用
目前常用的在线监测润滑油含水率主要利用油水介电常数的较大差异,通过测量油水混合后的介电常数的变化来去定油中含水率。目前还普遍存在检测结果精度较低许多方面有待于进一步完善。一种电化学阻抗谱(EIS)在线监测润滑油含水率变化的传感器。体积小,重量轻,结构可靠,使用方便,响应快,价格低。
本项目采用初步的实验室试验表明,该传感器可以在线准确测定润滑油含水量和其它氧化污染,从而精确测定润滑油质量。传感器采用螺纹连接,可广泛应用于各类大中型动力机械、齿轮箱、机泵和汽轮机的润滑油质量的实时监测中。
五:取样位置的设计
5.1取样的原则
a.要有代表性和真实性
b.要最大限度的携带设备润滑系统处于平衡状态时的信息
c.杜绝被设备润滑系统以外的因素污染
5.2取样的位置
5.2.1油箱
如果采用在邮箱中安装传感器取样,不可在油箱的上部或下部取样,可以考虑在油箱的中部进行取样
具体设计所需要依据现场实际状况
5.2.2管道
如果在润滑管道安装传感器应考虑不要在过滤器前后,尽量安装在回油管路,也可考虑外接循环管路安装。
具体设计所需要依据现场实际状况
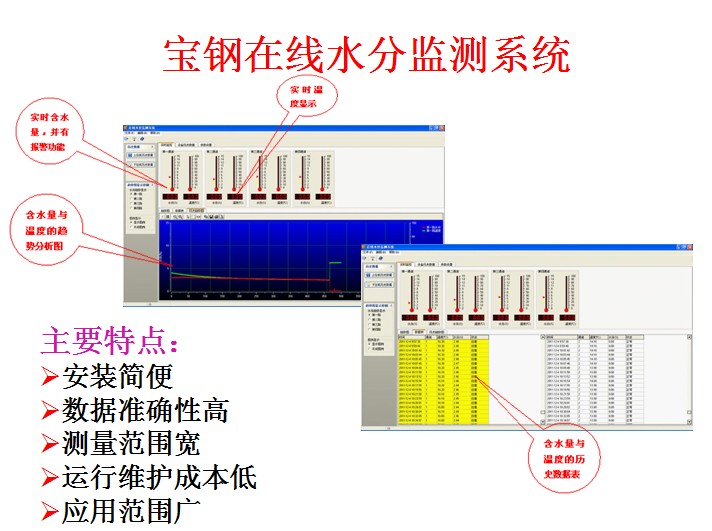
六:具体应用
6.1;和宝钢工业检测公司合作已经开展在宝钢企业内部的精轧机润滑系统在线润滑油含水率监测
6.2;和广州机械研究院合作生产的精轧机润滑系统在线润滑油含水率监测系统已经开始在钢铁企业应用
 电话0755-27662239
电话0755-27662239
